
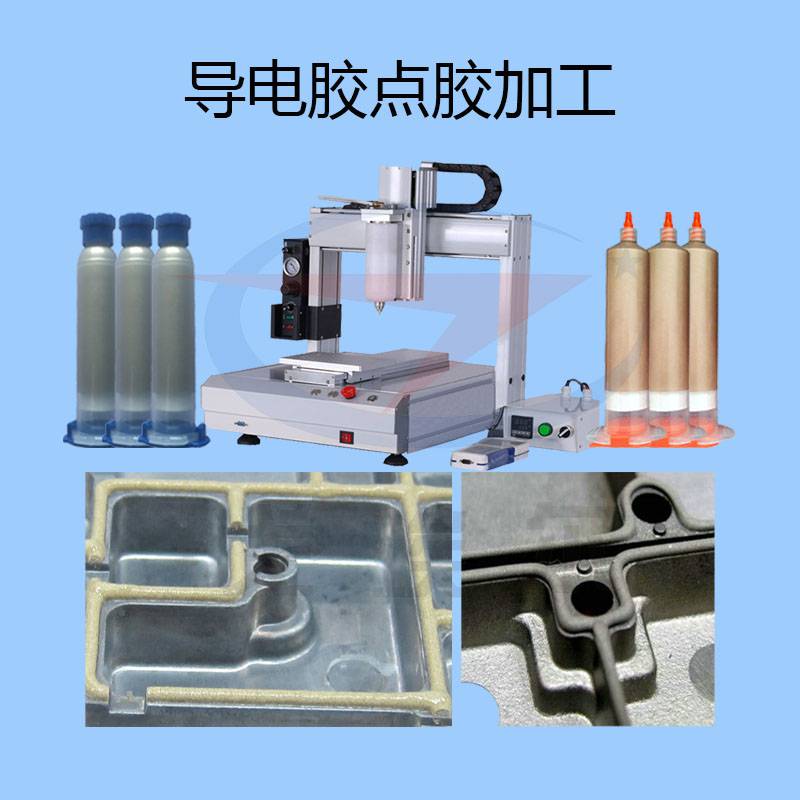
不管是新手还是做过多年的老工程师在使用点胶机点胶加工前有如下注意事项:
1. 在使用点胶机点胶加工点胶前先搅拌A胶,根据A胶的多少来确定搅拌时间,当A胶在原厂家容器中的1/3处搅拌5分钟, A胶在2/3处搅拌10
分钟,大于2/3搅拌12到15分钟。
2. 当设备完好时按设备操作来抽胶,当设备有问题还没有解决时,自己手动往A缸和B缸加胶,加胶时 不要太满,以免
溢出来,留一定的空间50mm左右,然后拧紧螺丝,以免漏气。
3. 打开点胶机电源,加热A缸和B缸A缸需要搅拌,搅拌时间在4到5分钟
4.加热和搅拌后在往点胶阀送胶,送胶到位后,先测试胶阀好坏。
5. 测试好胶阀可以往里送胶,在送胶时注意是否有气泡,如A缸出来的胶有气泡那就往A缸加一定的气 压,如胶在胶阀头部不能往下流就要清洗胶阀。
6. A导电胶和B导电胶能顺畅往下流行成一条线,这时可以点胶,在点胶时先用一张报纸测试下看是否正常,如 果正常可以开始点胶。
7. 在使用点胶机点胶加工点产品时要注意坐标是否到位,正常后可以批量点胶。
8. 这时也要在正常进行点胶加工的情况下开始计数和计时点完后统计产品总数,下次可以按照这个来准确往 A缸和B缸加胶,在点胶加工原有的基础上方可提前一点加胶。(列如:A产品一缸胶可点300台,B产品可点200台等其他产品,在这里以点得少的一缸胶产品做参考这样不会断胶。)
9. 在使用点胶机点胶加工点胶时要注意加热气缸是否正常,如果不正常马上停止加热。注:要时刻关注温度表,温度一直在 一个度数始不变,这是要马上停止加热。